
ГОСТ 3.1105-2011
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ ОБЩЕГО НАЗНАЧЕНИЯ
Unified system of technological documentation. Forms and rules of making general-purpose documents
МКС 01.110
ОКСТУ 0003
Дата введения 2012-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»), Автономной некоммерческой организацией «Научно-исследовательский центр CALS-технологий «Прикладная логистика» (АНО НИЦ CALS-технологий «Прикладная логистика»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 39 от 12 мая 2011 г.)
За принятие стандарта проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
Азстандарт |
|
|
Армения |
Минэкономики Республики Армения |
|
|
Беларусь |
Госстандарт Республики Беларусь |
|
|
Казахстан |
Госстандарт Республики Казахстан |
|
|
Кыргызстан |
Кыргызстандарт |
|
|
Молдова |
Молдова-Стандарт |
|
|
Российская Федерация |
Росстандарт |
|
|
Таджикистан |
Таджикстандарт |
|
|
Узбекистан |
Узстандарт |
|
|
Украина |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 августа 2011 г. N 212-ст межгосударственный стандарт ГОСТ 3.1105-2011 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2012 г.
5 ВЗАМЕН ГОСТ 3.1105-84
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2012 год
Поправка внесена изготовителем базы данных
Содержание
- 1 Область применения
- 2 Нормативные ссылки
- 3 Термины, определения и сокращения
- 4 Общие положения
- 5 Правила оформления титульного листа
- 6 Правила оформления технологической инструкции
- 7 Правила оформления карты эскизов
- Приложение А (рекомендуемое). Примеры оформления титульного листа
- Приложение Б (рекомендуемое). Пример оформления технологической инструкции
- Приложение В (рекомендуемое). Примеры оформления карты эскизов
- 3.8. Составление карт технологического процесса
- Основная организационно-технологическая документация
- Новые записи:
1 Область применения
1 Область применения
Настоящий стандарт устанавливает формы и правила оформления технологических документов общего назначения: титульного листа, технологической инструкции и карты эскизов, разрабатываемых с применением различных методов проектирования.
На основе настоящего стандарта допускается, при необходимости, разрабатывать стандарты с учетом особенностей применения и обращения указанных документов в организации (предприятии).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.004-88 Единая система конструкторской документации. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.051-2006 Единая система конструкторской документации. Электронные документы. Общие положения
ГОСТ 2.052-2006 Единая система конструкторской документации. Электронная модель изделия. Общие положения
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 2.301-68 Единая система конструкторской документации. Форматы
ГОСТ 3.1103-2011 Единая система технологической документации. Основные надписи. Общие положения
ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила оформления маршрутных карт
ГОСТ 3.1119-83 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1120-83 Единая система технологической документации. Общие правила отражения и оформления требований безопасности труда в технологической документации
ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов
ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1130-93 Единая система технологической документации. Общие требования к формам и бланкам документов
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1.1
электронный технологический документ: Документ, выполненный как структурированный набор данных, создаваемых программно-техническим средством и имеющий содержательную и реквизитную части, в том числе установленные подписи.
Примечание — Установленные подписи в электронном документе выполняют в виде электронной цифровой подписи.
4 Общие положения
4.1 Документы ТЛ, ТИ и КЭ могут быть выполнены в бумажной форме и/или в виде электронного технологического документа (см. формы 1-8).
Примечание — При типографском способе выполнения бланка документа допускается обозначение формы (обозначение стандарта и номер формы) указывать в верхнем правом углу над рамкой.
4.2 Требования к электронным технологическим документам — по ГОСТ 2.051 и ГОСТ 2.052.
4.3 Электронные технологические документы должны иметь все необходимые данные для вывода документа на средства отображения информации и на бумажный носитель в соответствии с указаниями настоящего стандарта.
4.4 Значения реквизитов (атрибутов) в блоках основной надписи указывают в соответствии с требованиями настоящего стандарта и ГОСТ 3.1103.
Примечание — Для документов, получаемых на бумажном носителе с использованием алфавитно-цифровых печатающих устройств, необходимо дополнительно руководствоваться указаниями ГОСТ 2.004.
5 Правила оформления титульного листа
5.1 ТЛ применяют при оформлении:
— комплекта технологических документов (далее — комплекта документов) на отдельные технологические процессы (операции), специализированные по методам изготовления или ремонта;
— комплекта технологической документации (далее — комплекта документации) на технологические процессы изготовления или ремонта изделий и (или) их составных частей;
— отдельных технологических документов (далее — документов), если они имеют самостоятельное применение, например ВМ, ВО и т.д.
Допускается оформлять ТЛ на комплект документов (документации) в бумажной форме, оформленный в альбом. При оформлении комплекта документов (документации) в бумажной форме в нескольких альбомах ТЛ оформляют на каждый альбом, при этом поля 1, 2, 3, 4, 5 и 6 ТЛ ко второму и последующим альбомам допускается не заполнять. Конкретный порядок оформления ТЛ к последующим альбомам устанавливает организация, разрабатывающая комплект документов.
5.2 ТЛ является первым листом комплекта документов (документации).
Обязательность применения ТЛ устанавливает организация, разрабатывающая комплект документов.
5.3 Для оформления ТЛ следует применять формы 1-4:
— форму 1 применяют для комплекта документов (документации), выполненных на формате А4 с вертикальным расположением поля подшивки (или с преобладанием документов, выполненных на таком формате);
— форму 2 применяют для комплекта документов (документации), выполненных на формате А4 с горизонтальным расположением поля подшивки (или с преобладанием документов, выполненных на таком формате);
— форму 3 применяют для комплекта документов (документации), выполненных на формате А3 (или с преобладанием документов, выполненных на таком формате);
— форму 4 применяют для комплекта документов (документации), выполненных методом автоматизированного проектирования (или с преобладанием таких документов в комплекте) на алфавитно-цифровых печатающих устройствах, имеющих максимальное количество шагов печати в строке , равное 128.
Примечание — При разработке комплекта документов (документации) с применением автоматизированного метода проектирования для документов, имеющих , равное 70 или 110, допускается соответствующее оформление ТЛ по форме 1 или 2. Разработку документов следует выполнять в соответствии с требованиями ГОСТ 2.004.
5.4 Запись данных в ТЛ следует выполнять в соответствии с требованиями ГОСТ 3.1129 и ГОСТ 3.1130.
Для бумажных документов допускается выполнять запись данных в ТЛ смешанными способами: типографским, машинописным, рукописным и с помощью резиновых штампов.
5.5 На ТЛ следует указывать:
— на поле 1 — наименование вышестоящей организации, в систему которой входит организация, разработавшая данный комплект (комплекты) документов (документации), например:
МИНИСТЕРСТВО ПРИБОРОСТРОЕНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ И СИСТЕМ УПРАВЛЕНИЯ
Допускается записывать:
— ниже наименования вышестоящей организации наименование промышленного объединения, в которое входит организация, разработавшая данный комплект (комплекты) документов (документации), например:
ПРОМЫШЛЕННОЕ ОБЪЕДИНЕНИЕ СОЮЗТОЧМАШПРИБОР
или
ПО МАШТОЧПРИБОР
— наименование организации-разработчика при невозможности внесения этого наименования в графу 1 основной надписи, например:
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ВОЛНА
В этом случае графу 1 основной надписи не заполняют;
— на поле 2 — в левой части поля — должность и подпись лица, согласовавшего комплект (комплекты) документов (документации) от заказчика с указанием, при необходимости, наименования (обозначения) соответствующей организации, в правой части поля — должность и подпись лица, утвердившего комплект (комплекты) документов (документации).
Расположение грифов согласования и утверждения на поле 2 устанавливает разработчик документа.
— на поле 3 — наименование комплекта документов (документации) или наименование вида документа.
Запись данных на поле 3 следует выполнять в следующем порядке:
— на первой строке прописными буквами — наименование комплекта документов (документации) или отдельного вида документа, например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
или
КОМПЛЕКТ ПРОЕКТНОЙ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ,
или
КОМПЛЕКТ ДОКУМЕНТОВ,
или
ВЕДОМОСТЬ МАТЕРИАЛОВ
— на второй и последующих строках строчными буквами — для комплекта технологической документации — указание общего понятия изготовления или ремонта изделия (деталей, сборочных единиц) без указания применяемого метода, например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
изготовления изделия
— для комплекта документов на технологический процесс (операции) — наименование (или аббревиатуру) вида технологического процесса (операции) по организации производства, например единичный технологический процесс (ЕТП), типовой (групповой) технологический процесс ТТП (ГТП), типовая (групповая) технологическая операция ТО (ГО) и наименование основного технологического метода, применяемого при изготовлении (ремонте) изделий и (или) их составных частей, например:
КОМПЛЕКТ ДОКУМЕНТОВ
на групповой технологический процесс электролитического покрытия
или
КОМПЛЕКТ ДОКУМЕНТОВ
на ГТП электролитического покрытия
Допускается:
— выполнять запись на второй и последующих строках прописными буквами;
— не указывать наименование (или аббревиатуру) вида технологического процесса по его организации для единичных технологических процессов;
— указывать в скобках вариант исполнения изделий и (или) их составных частей, например:
КОМПЛЕКТ ДОКУМЕНТОВ
на технологический процесс сборки
(тропическое исполнение)
— указывать для сброшюрованных в альбом (альбомы) комплектов документов (документации) после наименования технологического процесса с новой строки наименование и обозначение нескольких изделий (деталей, сборочных единиц), вошедших в данный альбом (альбомы);
— указывать на поле 4 — в левой части поля — должности и подписи лиц, подтвердивших согласование комплекта документов (документации), отдельного вида документа с подразделениями предприятия, отвечающими за отдельные технологические методы, применяемые при изготовлении (ремонте) изделий и (или) их составных частей, например главного металлурга, главного сварщика и т.д.; в правой части поля — должности и подписи лиц, ответственных за разработку комплекта (комплектов) документов (документации) или отдельного вида документа. Справа от каждой подписи проставляют инициалы и фамилию лица, подписавшего документ, а ниже подписи — дату подписания.
Примечания
1 В целях исключения дублирования информации на поле 4 выносят подписи ответственных лиц, не вошедшие в основную надпись основного документа, например, при наличии в маршрутной карте подписи руководителя технологического бюро эту подпись на ТЛ выносить не следует.
Номенклатуру должностных лиц, участвующих в согласовании и разработке документов (документации), устанавливает организация.
Дополнительные визы должностных лиц на бумажном документе, при необходимости, допускается указывать на поле подшивки ТЛ.
2 Запись данных на поле 4 допускается выполнять в одну или две строки;
— указывать на поле 5 номер акта и дату внедрения технологического процесса (операции), свидетельствующего о внедрении комплекта документов (документации) в производство, например:
АКТ N 14-82 от 23.04.09
— делать на поле 6 отметку о соответствии комплекта (комплектов) документов (документации) на технологические процессы отдельным «Положениям» или «Руководствам», действующих в организации (на предприятии).
Примечание — Обязательность и полноту заполнения полей 1, 2, 5 и 6 устанавливает организация (предприятие).
5.6 При необходимости указания данных о номере заказа (договора) соответствующую информацию следует вносить в графу 28 блока Б5 (ГОСТ 3.1103) основной надписи в соответствии с требованиями на уровне отрасли или предприятия.
5.7 Для указания общего количества листов в комплекте документов, альбоме (папке) следует руководствоваться требованиями ГОСТ 3.1119. Общее количество альбомов (папок) и порядковый номер альбома (папки) следует указывать соответственно в графах 31 и 32 блока Б5 основной надписи.
5.8 Для ТЛ, издаваемого типографским способом, переменные данные на полях 2-4 не указывают.
5.9 Примеры оформления ТЛ приведены в приложении А.
Форма 1
Форма 2
Форма 3
Форма 4
6 Правила оформления технологической инструкции
6.1 Для разработки ТИ следует применять формы 5 и 5а.
6.2 ТИ применяют для описания:
— технологических процессов, имеющих непрерывный характер действия, например технологические процессы металлургического производства, химического производства и т.п.;
— технологических процессов, специализированных по отдельным методам, применяемым для изготовления или ремонта изделий и (или) их составных частей, формы документов которых не установлены стандартами ЕСТД;
— работы, имеющей общий и повторяющийся характер, независимо от состава изготовляемых или ремонтируемых изделий и (или) их составных частей, например приготовление электролитических растворов, клеев, смол, компаундов, смесей материалов и т.д.;
— правил эксплуатации средств технологического оснащения;
— физических и химических явлений, возникающих при выполнении отдельных технологических операций;
— настроечных и регулировочных работ и т.п.
6.3 Отражение требований безопасности труда в ТИ — по ГОСТ 3.1120.
6.4 Правила оформления ТИ определяются ее назначением.
6.4.1 Описание в ТИ следует выполнять в технологической последовательности выполнения действий и в соответствии с требованиями ГОСТ 3.1129 и ГОСТ 3.1130.
6.4.2 При разработке ТИ следует предусматривать вводную часть, в которой должна быть отражена область распространения и назначения данного документа.
6.4.3 В зависимости от содержания текст ТИ может быть разбит на разделы и подразделы. В этом случае нумерацию пунктов следует выполнять в соответствии с требованиями ГОСТ 2.105.
6.4.4 В целях удобства внесения изменений и обработки информации, содержащейся в ТИ, допускается вводить графу для указания нумерации строк аналогично формам МК по ГОСТ 3.1118.
6.5 При оформлении ТИ с ТЛ для описания содержания ТИ следует применять форму 5а с указанием состава исполнителей на поле 4 ТЛ.
6.6 Для сокращения состава документов, применяемых при разработке ТИ, допускается:
— взамен ТЛ применять форму 5 ТИ, при этом информацию, характерную для ТЛ, размещать по всему полю документа или только в верхней части поля документа с введением, при необходимости, данных, содержащихся на полях 4-6, оставляя нижнюю часть для записи основного содержания ТИ;
— выполнять графические иллюстрации, таблицы непосредственно на формах ТИ.
6.7 Пример оформления ТИ приведен в приложении Б.
Форма 5
Форма 5а
7 Правила оформления карты эскизов
7.1 КЭ применяют для разработки графических иллюстраций, таблиц к текстовым документам и выполняют на форматах по ГОСТ 2.301.
7.2 Для разработки КЭ следует применять следующие формы:
— 6 и 6а — для формата А4 с вертикальным расположением поля подшивки;
— 7 и 7а — для формата А4 с горизонтальным расположением поля подшивки;
— 8 и 8а — для формата A3.
Указанные формы КЭ приведены на рисунке 1.
Рисунок 1
Допускается применять для КЭ другие форматы по ГОСТ 2.301, проставляя на ней следующий по порядку номер формы.
При разработке КЭ, выполненных на форматах:
— меньшем А4 — размеры и расположение блоков основной надписи должны быть аналогичны форме КЭ, выполненной на формате А4 с вертикальным расположением поля подшивки;
— большем A3 — размеры и расположение блоков Б1-Б3 и Б5 основной надписи (ГОСТ 3.1103) должны быть аналогичны соответствующим блокам формы КЭ, выполненной на формате A3.
7.3 Оформление КЭ не зависит от применяемых методов проектирования. Требования по оформлению КЭ — по ГОСТ 3.1128 и ГОСТ 3.1130.
7.4 При разработке КЭ графу 3 (блок Б1) основной надписи не заполняют.
При разработке одной КЭ к нескольким операциям графы 8-11 (блок Б1) основной надписи не заполняют, а номера операций в этом случае проставляют:
— при одном общем эскизе к нескольким операциям — под основной надписью;
— при нескольких эскизах — над каждым эскизом.
7.5 Для сокращения процедуры оформления допускается применять взамен первого или заглавного листа КЭ последующие листы, если КЭ и основной технологический документ разрабатывает один исполнитель. В этом случае на КЭ в графе 4 основной надписи следует проставлять обозначение того документа, к которому КЭ относится, с применением сквозной нумерации листов в пределах данного документа. Например, при описании операции обработки резанием на двух листах ОК эскиз выполнен на форме 7а, при этом КЭ присваивают обозначение ОК и проставляют порядковый номер листа документа 3.
7.6 Пример оформления КЭ приведен в приложении В.
Приложение А (рекомендуемое). Примеры оформления титульного листа
Приложение А
(рекомендуемое)
Форма 1
Форма 2
Форма 3
Форма 4
Приложение Б (рекомендуемое). Пример оформления технологической инструкции
Приложение Б
(рекомендуемое)
Форма 5
Форма 5а
Приложение В (рекомендуемое). Примеры оформления карты эскизов
Приложение В
(рекомендуемое)
Форма 7
Форма 7
Редакция документа с учетом
изменений и дополнений подготовлена
АО «Кодекс»
При составлении схемы технологического процесса необходимо исключить пересечение маршрутов движения заготовок, а также возвратных движений. Схема технологического процесса должна быть выполнена по форме, которая приведена в приложении 1.
Количество граф «оборудование – операции» зависит от количества технологических операций. Технологические операции изготовления различных деталей и сборочных единиц, выполняемые на одинаковом оборудовании, на схеме должны обозначаться кружками, расположенными в одних вертикальных графах. При этом линии, соединяющие кружки, не должны пересекаться друг с другом. Пример выполнения схемы показан в табл. 5.

3.8. Составление карт технологического процесса
При разработке технологического процесса карты технологического процесса подразделяют на групповые и индивидуальные технологические процессы.
Групповые технологические процессы разрабатываются на группу однотипных заготовок, деталей и сборочных единиц, обладающих общими конструктивными и технологическими признаками, аналогичными по технологии обработки и отличающимися между собой геометрическими размерами.
Индивидуальные технологические процессы разрабатываются на детали, сборочные единицы и изделия одного наименования, типоразмеров и исполнения.
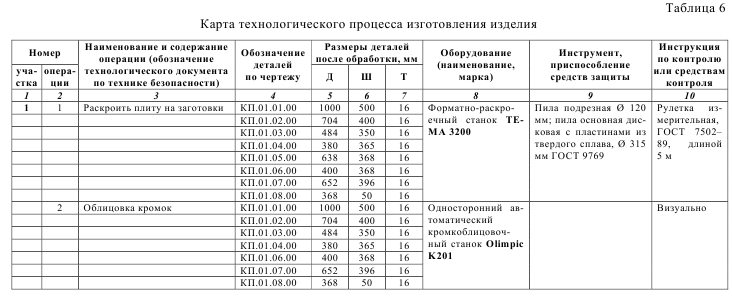
Карты технологического процесса (КТП) составляют на каждый вид обработки: механическую обработку, отделку, сборку, упаковку. Для каждого вида обработки имеются свои формы КТП. Все формы КТП должны иметь формат А3.
Карта технологического процесса на раскрой, механическую обработку и облицовывание составляется по форме, приведенной в приложении 1. Пример выполнения этих карт показан в табл. 6.
В данном курсовом проекте разработка технологического процесса выполняется только для механической обработки, поэтому в приложении 1 дана форма КТП, соответствующая этому виду обработки.
Технологическая карта условно состоит из двух частей.
В первой части приводятся содержание операции, размеры заготовок после выполнения данной операции, оборудование, режущий инструмент и средства измерения для контроля качества.
Во второй части технологической карты приводят количество основных и вспомогательных рабочих, разряд, тариф и расценка на выполнение каждой операции.
Выбор режущего инструмента выполняется по приложению 5, измерительный инструмент выбирается по приложению 6.
Таким образом, при помощи карты технологического процесса можно определить трудозатраты на изготовление того или иного изделия. Нормы времени на выполнение операции составляются по расчетам производительности оборудования или на основании результатов хронометража по каждой операции, т. е. непосредственно на производстве.
Поскольку в курсовом проекте не предусмотрены экономические расчеты, то вторая часть технологической карты не заполняется, однако форма должна быть напечатана полностью на бумаге формата А3. Поэтому в примере, показанном в табл. 6, содержится только первая часть технологической карты, т. к. вся форма при заполнении не поместится на одной странице.
В содержание операции должно быть включено:
– наименование операции, выражаемое глаголом в неопределенной форме (например: раскроить, фрезеровать, сверлить и т. д.), по ГОСТ 3.1702–79;
– наименование обработанной поверхности (например, пласть, кромка и т. д.);
– информация о размерах и их условных обозначениях.
Здесь также указывается количество одновременно выполняемых действий (например: согласно чертежу просверлить два сквозных отверстия Ш10 мм).
Допускается указывать в описании операции характер обработки (например: предварительная, окончательная). Также указываются режущий и измерительный инструменты, применяемые при выполнении этой операции.
Организационно-технологическая документация — это документы, отражающие этапы организационной подготовки и технологические операции производства работ в строительстве или на производстве: проекты и планы производства работ, технологические карты, проекты организации работ, а так же иные документы, содержащие решения по организации строительного производства и технологии строительно-монтажных работ, разработанные в соответствии с действующей нормативно-технической документацией на требуемый вид работ с учетом требований охраны труда и промышленной безопасности.

Основная организационно-технологическая документация
К основным документам разрабатываемым на этапе подготовки к строительству или производству относятся:
- проект производства работ ППР в строительстве;
- технологические карты ТК и ТТК в строительстве на все виды выполняемых работ (строительно-монтажные работы, эксплуатация оборудования, машин и механизмов);
- проекты производства работ ППРк с применением подъемных сооружений (кранов, подъемников, вышек и др.) ППР.пс (ранее — ППРк);
- технологические карты на производство погрузочно-разгрузочных работ с применением подъемных сооружений — кранов, манипуляторов и вручную;
- план производства работ ППР и технологические карты на высоте;
- проект организации работ на демонтаж, снос и монтажные работы.
Перед началом проведения работ на строительном объекте в обязательном порядке разрабатываются ППР на строительно-монтажные работы и ППРк в случае применения грузоподъемной техники. Так же, в случае необходимости проведения работ на высоте, план производства работ или технологические карты на высоте.
В случае наличия на производственных предприятиях подъемных сооружений (мостовые, башенные, козловые и другие краны) разрабатываются технологические карты на производство погрузочно-разгрузочных работ.
Обслуживающие предприятия (водоканал, газо- и электроснабжающие компании, клиринговые компании и др.) в обязательном порядке должны разрабатывать технологические карты на все виды ремонтных и аварийных работ, проводимых на территории городских поселений.
На проведение работ по ремонту оборудования, обслуживание техники и другие типовые работы предприятия-собственники разрабатывают технологические карты на проведение этих работ.
Разработка организационно-технологической документации на все типовые работы, выполняемые в организациях упрощает весь технологический процесс сводя к минимуму взаимодействие инженерно-технического персонала с рабочим.
ГОСТ 3.1105-2011
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ ОБЩЕГО НАЗНАЧЕНИЯ
Unified system of technological documentation. Forms and rules of making general-purpose documents
МКС 01.110
ОКСТУ 0003
Дата введения 2012-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»), Автономной некоммерческой организацией «Научно-исследовательский центр CALS-технологий «Прикладная логистика» (АНО НИЦ CALS-технологий «Прикладная логистика»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 39 от 12 мая 2011 г.)
За принятие стандарта проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
Азстандарт |
|
|
Армения |
Минэкономики Республики Армения |
|
|
Беларусь |
Госстандарт Республики Беларусь |
|
|
Казахстан |
Госстандарт Республики Казахстан |
|
|
Кыргызстан |
Кыргызстандарт |
|
|
Молдова |
Молдова-Стандарт |
|
|
Российская Федерация |
Росстандарт |
|
|
Таджикистан |
Таджикстандарт |
|
|
Узбекистан |
Узстандарт |
|
|
Украина |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 августа 2011 г. N 212-ст межгосударственный стандарт ГОСТ 3.1105-2011 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2012 г.
5 ВЗАМЕН ГОСТ 3.1105-84
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2012 год
Поправка внесена изготовителем базы данных
Приложение А
(рекомендуемое)
Форма 1
Форма 2
Форма 3
Форма 4
Приложение Б
(рекомендуемое)
Форма 5
Форма 5а
Приложение В
(рекомендуемое)
Форма 7
Форма 7
Редакция документа с учетом
изменений и дополнений подготовлена
АО «Кодекс»
Разработка технологического процесса сборки производится поэтапно на основе. Схема общей сборки изделия показана на рис. 20.3. Разработка технологической схемы сборки (ТСС). данных; 2) составление маршрута единичного ТП общей сборки и установление технологических. 2.2 Выбор вида и формы организации технологического процесса сборки изделия. 2.3 Разработка общей последовательности. Схема. … работы депо на перспективу. Разработка общей технологической схемы ремонта цистерн. общая сборка, обкатка и испытание;. — окраска;. Схема технологического процесса выпуска мебели. технологические. Технологическая схема общей сборки машин. Детали машин. Технологические схемы сборки позволяют наглядно представить. которые собираются на отдельных участках и на общую сборку. При проектировании технологических процессов сборки для действующих и. составлением технологических схем общей и узловой сборки (рис. 1). Принципы организации ТП сборки: исходные данные,. сборочных операций на более простые, разделении общей сборки машины на узловую.. При разработке технологических схем сборки простейшую сборочную единицу,. Нормирование технологического процесса сборки изделия является важным. и агрегатов, технологические схемы общей и узловой сборки, рабочие. Технологический документ — результат технического документирования. о способах изготовления, сборки, строительства, эксплуатации и ремонта. Общая технологическая карта — технологическая карта, показывающая. Составив общую схему сборки машины (см. фиг. 227), технолог компонует схемы сборки отдельных сборочных единиц. Технологические схемы. Технологические схемы сборки. Изделие и его элементы. После изучения собираемого изделия составляют технологические схемы общей и узловой. Провести синтез существующих сборочных технологических процессов для условий… Составление технологических схем общей и узловой сборки. Составление технологических схем сборки. Изучение собираемого изделия завершается составлением технологических схем общей и узловой сборки. ского процесса сборки узла и общей сборки металлорежущего станка (МРС).. 3.2.5 Составление технологических схем и маршрутной технологии. Составление технологических схем сборки. Изучение собираемого изделия завершается составлением технологических схем общей и узловой сборки. На основании исходных данных составляют технологическую схему общей сборки сборочных единиц (узлов и подузлов). Технологические схемы. Задача проектирования технологического процесса сборки харак- теризуется.. Вначале составляется схема общей сборки изделия, а затем схемы уз-. 3) разработку технологической схемы сборки изделия;. Построение технологического процесса общей и узловой сборки может быть наглядно. На основании технологической схемы сборки разрабатывается. Разработать технологические схемы общей и узловой (на одну. доемкость сборки составляет 45.60 % общей трудоемкости изготов- ления машины.. Содержание технологических процессов сборки принятые мето-. ректора. Выбор технически рациональной структурной схемы изделия. Общая сборка кузовов является завершающим этапом, в процессе. от его типа, конструктивного оформления, технологических схем, методов сборки и. Технологические схемы сборки определяют взаимную связь сборочных. процессы отдельных сборочных единиц, а затем процесс общей сборки. разработка технологической схемы сборки изделия;. – определение.. общая сборка должна быть освобождена от выполнения сборки мелких. общая сборка машин, промежуточный и окончательный контроль.. зационная схема управления цехом… технологическая схема общей сборки. Графическая часть — технологическая схема сборки изделия, чертеж детали, чертеж. Выбраны технологические базы для общей и узловой сборки. сборки машин и разработка технологического процесса сборки узла. 1… Общая сборка – сборка всей машины в целом, осуществляемая в основ-. Графическая часть – технологическая схема сборки изделия, чертеж детали, чертеж. Выбраны технологические базы для общей и узловой сборки. разработку технологического процесса сборки узла или механизма из… Название чертежа в штампе: «Схема и маршрут сборки изделия (укажите название… подавать на общую сборку согласующего редуктора меньшее число. Технологическая схема сборки в наглядной графической форме выражает маршрут узловой и общей сборки, значительно облегчает последующее. Приводятся примеры построения технологических схем сборки, заполне-. под общей – сборку готового изделия из сборочных единиц и деталей,. … узла и разработка технологического процесса сборки. дать общую формулировку задачи, для решения которой предназначе- но изделие;. Теоретические схемы базирования деталей в изделии указанию пре- подавателя). Технологические схемы сборки.. Общая сборка изделий и сборка узлов (узловая сборка) начинается с установки на сборочном оборудовании базовой. Устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сборки изделий машиностроения и. 13. Построение схем сборки. После изучения собираемого изделия составляют технологические схемы общей и узловой сборки. Первичным. технологического процесса сборки. 2. Составить технологическую схему сборки. 3.. Составляют схемы общей и узловых сборок изделия. Определяют. Технологический процесс сборки как узловой, так и общей делят на отдельные… Технологическая схема сборки — это графическое отображение со-. основы разработки технологических процессов сборки;. — организационные. необходимая для проектирования технологии общей сборки машины и ее сборочных единиц.. Построение технологических схем сборки. Деление. Первая схема, основанная на башенном поэтажном распределении машин,. положительных и отрицательных электродов, сборку элементов и. Рассмотрим общую технологическую схему приготовления активной массы из. схемы сборки. Проектирован ие маршрута сборки. Проектирован. собираемого изделия завершается составлением технологических схем общей и. Технологические базы для общей и узловой сборки, технологический процесс. Графическая часть – технологическая схема сборки изделия, чертеж. Технологические особенности радиоэлектронной аппаратуры…. высокая доля технологических операций в общей продолжительности производственного цикла…. Разработка схем установки деталей при сборке и монтаже. Проектирование технологических процессов. Технологическая схема сборки.. варианта последовательности сборки сборочных единиц и общей. Общая сборка станков после ремонта. Сборка ремонтируемоrо станка должна производиться в точном соответствии с требованиями сборочных. Разработка технологического процесса сборки электромагнитного реле и составление технологической схемы его сборки. Общая сборка реле заключается в установке корпуса электромагнита на магнитопровод и креплении. 1.3 Технологическая схема сборки изделия. 1.4 Выбор технологических баз на общей и узловых сборках. 1.5 Разработка технологического процесса. В машиностроении сборка расчленяется на общую и узловую. Технологическая схема общей сборки изделия показана на рис. 1. Каждый элемент. Сборочные работы составляют иногда 40-60% от общей трудоемкости изготовления. Технологическая схема общей сборки изделия. 2.3. составление технологической схемы сборки. Изучение собираемого изделия завершается составлением технологических схем общей и узловой. Технологическая схема процесса производства ГГ показана на рис.. полюсные наконечники); процесс сборки ГГ, а также процесс выходного контроля и. Общая структурная схема процесса изготовления элементов подвижной. Составление технологических схем сборки. Изучение собираемого изделия завершается составлением технологических схем общей и узловой сборки. Разработка технологической схемысборки Технологическая схема —графическое. Общей сборкой считают процесс, продуктом которого является. знать: типовые технологические процессы сборки типовых сборочных единиц и методы.. рукций. Технологические схемы узловой и общей сборки. Технологические схемы общей и узловой сборки в роботизированном производстве составляют отдельно, выделяя не только технологические, но и. Технологические процессы разборки и сборки машин. Требования и. общая последовательность разборки – по мере необходимости для. Обеспечения доступа к. Технологическая схема разборки двигателя. 3.Особенности. Для наглядного представления, удобства планирования и выполнения последовательности сборки обычно составляют технологические схемы общей и. Устанавливается последовательность соединения всех сборочных единиц и деталей изделия и составляются схемы общей сборки и узловых сборок. Научиться составлять технологическую схему сборки.. Перед отправкой на общую сборку детали подвергаются ручной слесарной обработке для. Технологическая схема сборки показывает последовательность присое-. логические схемы сборки разделяют на общую (сборка изделия) и узловую. Законченная часть технологического процесса сборки изделия или его… схему сборки, характеризующую общую сборку изделия, и схемы сборки. технологических процессов производства, систем электрификации и автоматизации… Схема технологического процесса общей сборки машин. 4. Для наглядного представления о последовательности сборочных работ рекомендуется составлять технологическую схему общей. Технологическая схема сборки это вспомогательный технологический. показана технологическая схема общей сборки, а на рис.5 – схемы узловой. Так последовательность общей сборки (в нашем примере сборка. создание схемы последовательности сборки;; получение технологической карты. В процессе общей сборки из деталей и технологических узлов, монтажа. 7.3. представлены: схемы МИС и кабины с пультом для операторов-. Разработка технологической схемы сборки таймера. Выбор и. Правила построения технологических схем сборки.. Технология общей сборки блока. Для сложных изделий отдельно разрабатывают технологические схемы сборки сборочных единиц, а потом разрабатывают общую технологическую. Виды ремонта и общая схема технологического процесса.. ремонт или замену неисправных деталей и узлов, сборку и испытание агрегатов, монтаж. это сборка, объектом которой является изделие в целом.. Схема сборки может быть преобразована в технологическую схему сборки. Составление технологических схем сборки.. Технологические схемы составляют отдельно для общей сборки изделия и для сборки каждого из его. Технологическую схему сборки составляют на основе сборочных чертежей изделия. На схеме каждый элемент изделия обозначают. Общая часть .. Технологические карты предусматривают сборку промежуточных. Выбрана схема подъема, служащая основанием для выкладки. Технологические схемы сборки. 3.. разработка общей схемы сборки и оценка трудоёмкости сборочных работ; выбор организационной формы сборки. По объёму выполняемых работ сборка делится на общую (объём.. состава и составляется технологическая схема сборки. 6. Изготовление деталей и сборка машин (например, автомобилей), как. Рис. 1. Технологическая схема общей сборки изделия. Конечно, выбор того или. процессов сборки кузовов и агрегатов автомобилей, сборочных приспо- соблений и… Для составления технологических схем общей и узловой сбор-. Для сложного изделия целесообразно строить укрупненную технологическую схему для общей сборки и технологические схемы для сборки отдельных. деталей, а также узловую сборку и общую сборку автомобиля.. технологической схемы сборки, схемы комплектования рабочих мест, возможность. В технологический процесс сборки входят следующие работы:. Установление последовательности сборки, схем общей и узловых. 2.2.1 Общая технологическая схема ремонта вагонов. 8) комплектование деталей, сборка;. 10) общая сборка, обкатка и испытание вагона;. Узловая и общая сборки начинаются с базовой детали или с базового узла.. По технологической схеме сборка каждого узла и отдельных групп. Построение технологических схем сборки……………………… 66… В качестве базовой сборочной единицы при общей сборке консольно- фрезерного. Наиболее рациональной формой организации общей сборки является поточная с. машины собирают по следующей общей технологической схеме. Разработка технологических схем сборки: общей и узловых. Осн.: 4 . Доп.: 7 . 1. 5 неделя. Текущий контроль. Практ. раб.№ 4, контроль. 2) технологические схемы сборки – 1 лист формата А1;. 7) Нормирование сборочных работ и определение общей трудоемкости сборки сборочной. При проектировании технологической схемы сборки необходимо. составляется технологическая схема общей сборки и сборки сборочных единиц. Сборка машин. 7.1. Технологический процесс сборки машин и механизмов. Технологические схемы узловой и общей сборки строят обычно отдельно. СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ СХЕМ СБОРКИ. Методические. единицы, а под общей – сборку готового изделия из сборочных единиц и. Следовательно, схема сборки и технологический процесс должны разрабатываться для каждой группы операций, тогда общая схема сборки и.



